
概要
润滑油在使用过程中,时常会遇到油品起泡的问题。本文结合某水泥厂的实际案例,通过对起泡问题的分析,对油品、设备进行逐步排查,结合油样检测等技术手段,找到问题根源并加以解决,提供对此类问题的解决思路。
引言
某水泥厂立磨磨辊轴承润滑油是通过集中润滑系统来实现的,油箱中的油品出现大量起泡的问题。
润滑油在循环使用的过程中不可避免的被带入空气,油品被搅动、振荡后,会产生泡沫,油品中的泡沫破裂、空气释放需要一定的时间,所以少量的泡沫层是允许存在的,然而油品大量起泡会破坏油膜,加速油品氧化,形成气阻,对设备造成危害。
所以,为避免设备可能出现的损伤,应尽快寻找到问题的根源,并加以处理。首先,我们要明确可能会引起油品起泡的因素有哪些,这样我们就可以按图索骥,对症下药。
1、问题分析
油品起泡的原因是多种多样的,可归纳为两大类:油品本身和外界因素影响。
油品本身的因素包括:油品中的抗泡剂消耗殆尽;油品发生氧化变质等。
外界因素主要包括:设备及使用方面和外界污染物质。
回油孔距离液面过高,回流的润滑油冲击液面导致起泡;回油孔距离出油孔过近,油箱容积过小,油品循环速度过快导致油品没有一定时间释放空气导致的起泡;油泵漏气,导致系统中被带入过多的空气导致的起泡等,都属于设备及使用方面的问题。
外界污染物质:碱性物质、皂类物质;多孔性的灰尘、物料会吸附消泡剂等。基于上述可能存在的影响因素进行逐一排查。
2、问题查找
下图为该水泥厂立磨磨辊润滑油站油箱内油品起泡的情况,油品的外观发生了明显变化,由澄清、透明黄色液体变为墨绿色。

首先,我们需要对油品的基础性能进行检测分析,我们将同批次的新油及正在使用中的油品(以下简称旧油)进行了油样采集,并进行了检测。
从检测结果中看,基础油粘度、酸值等变化不大,说明起泡不是由于油品本身氧化、变质等原因引起的,而油品的色相、抗泡性能发生了明显的改变。
油品本身的问题我们排除之后,再对设备进行排查(回油孔位置,油泵、流量等进行检查)。
经过仔细检查,设备方面可能引起起泡的因素基本可以排除,接着,我们检查是否有外界污染物质对油品造成了影响,最简单直观的方式是检查过滤系统。
检查油箱内壁及过滤系统时发现,存在墨绿色粘稠状物质。


那么,是否是这种物质导致了油品起泡,或油品起泡和该物质有关,亦或是油品氧化、变质产生的沉淀?我们需要通过科学的检测手段,对其进行检测,分析。
对油品进行元素分析及红外光谱分析。
元素分析结果(部分):
|
元素分析 |
新油 |
旧油 |
FT-IR |
|
铁(Fe) mg/KG |
<1 |
36 |
ASTM D5185-13e1 |
|
铜(Cu) mg/KG |
<1 |
<1 |
|
|
镉(Cr) mg/KG |
<1 |
<1 |
|
|
锡(Sn) mg/KG |
<1 |
<1 |
|
|
硅(Si) mg/KG |
<1 |
<1 |
|
|
镍(Ni) mg/KG |
<1 |
<1 |
|
|
钼(Mo) mg/KG |
<1 |
<1 |
|
|
铝(Al) mg/KG |
<1 |
<1 |
|
|
钙(Ca) mg/KG |
<1 |
<1 |
|
|
磷(P) mg/KG |
375 |
321 |
|
|
锌(Zn) mg/KG |
<1 |
50 |
锌的来源可能来自添加剂,而油品原配方是没有的,因此可能为其他混入的油品中的ZDTP |
锌的来源可能来自添加剂,而油品原配方是没有的,因此可能为其他混入的油品中的ZDTP
元素分析结果有一定差异的是铁元素及磷元素,铁元素含量增加,为设备磨损产生,磷元素含量降低,说明油品中的抗磨添加剂被消耗。这里铜元素含量没有增加,可说明磨辊轴承保持架状态良好,油品外观颜色发生变化与其无关(若磨辊保持架被磨损、腐蚀,二价铜离子可能会使油品外观呈绿色)。
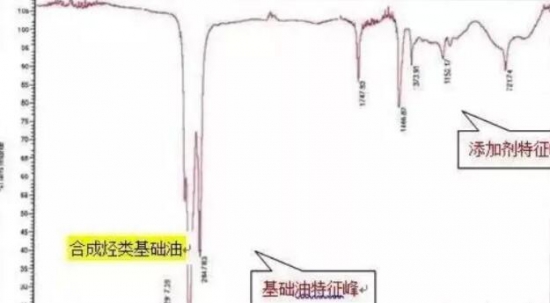
红外光谱分析(新油)
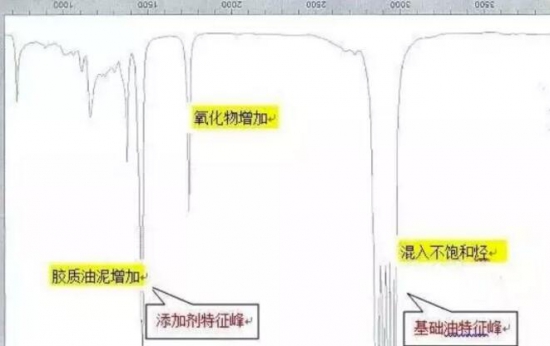
红外光谱分析(旧油)
通过对比可以发现,新油的基础油、添加剂特征峰明显,而旧油的添加剂特征峰虽明显,但基础油特征峰被打乱,在2800-3000区间出现平行杂峰,说明有其他类型的油品混入其中。
而能混入其他类型油品的部位,或能接触其他油品的部位,为磨辊密封处,现场调研发现,磨辊密封采用的是某品牌的通用型矿物基础油的锂基脂。

该款润滑脂呈深蓝色,现场进行了混溶实验,发现与油箱中的油品外观相近
润滑脂混入到润滑油中是否对油品的抗泡性产生影响?
目前所使用的抗泡剂主要分为三类:硅类、非硅类及复合型三种,这三种消泡剂的主要作用都是增大液体与空气界面的表面张力,从而使气泡快速破裂,达到消泡的作用。
相关资料显示,锂基脂的稠化剂属于阴离子表面活性剂的一种,呈碱性,会降低表面张力,对泡沫的形成有利。
所以,润滑油中混入一定量的润滑脂,其中的稠化剂会抵消或降低消泡剂的作用,从而使油品起泡。
以上所有的检测、分析、推论,显示油品起泡的原因是磨辊密封润滑脂混入导致,那么这个结论是否正确,需要进行验证。
3、解决措施
通过与油品厂家的协调沟通,我们将该款润滑脂及油箱内壁、过滤网上的异物,进行了采集,提供给厂家实验室,厂家进行了相关的试验论证,针对目前状况,提供了新型的消泡剂,按照规定的比例在油箱中进行了添加,10分钟后有了明显改善,两小时后,仅存在少量泡沫层。这证实了我们的推论。

左图:刚加入消泡剂时,右图:运行了两个小时后
4、优化改进
虽然,目前问题得到了解决,但根本性问题没有处理,随着抗泡剂的消耗以及润滑脂的泄漏,仍会出现问题,那么就需要对其进行改进,彻底解决泄漏的问题。
首先,利用停机时间,检查并对密封情况进行维修,并在日常生产操作过程中,注意稳定入料粒度,维持好料层厚度等,尽量避免“磨振”的发生,防止磨辊密封受到影响。
其次,我们知道,在正常运转状态下立磨需要通热风,干燥物料,风温在180℃以上,所以该处的润滑油需要选择合成油产品,而磨辊密封脂也处于该工况温度下,但目前该立磨使用的密封脂为通用型矿物基础油的润滑脂,其工作温度无法适应该工况环境,高温下很容易造成油脂软化、流失等问题,这也是导致油脂泄漏的主要因素。
通过与设备厂家的沟通以及设备润滑推荐说明书的推荐,该设备的磨辊密封润滑脂推荐使用优润的全氟聚醚润滑脂ETFluor72,全氟聚醚润滑脂其耐高温性能优良,最高使用温度可达到250℃以上;实践证明,即使少量泄漏也不会对润滑油造成影响。
5、总结
通过添加新的消泡剂及对磨辊轴承密封脂的更换,解决了起泡的问题,目前设备运转状况良好,未发生同类问题。
油品起泡的原因是多种多样的,应因地制宜,做好现场的调研工作,对设备关键点进行逐步排查,结合科学的监测、检测手段对工况、环境、油品进行分析,这样才能找到问题的根源,并加以解决。
中国润滑油网致力于好文分享与行业交流,文章不代表平台观点。感恩原创作者,版权归原创作者所有。如不慎涉及侵权,请留言删除。欢迎转载分享。





相关评论